Produktionsprogramm
Bestückung von gedruckten Leiterplatten mit der SMT Technologie
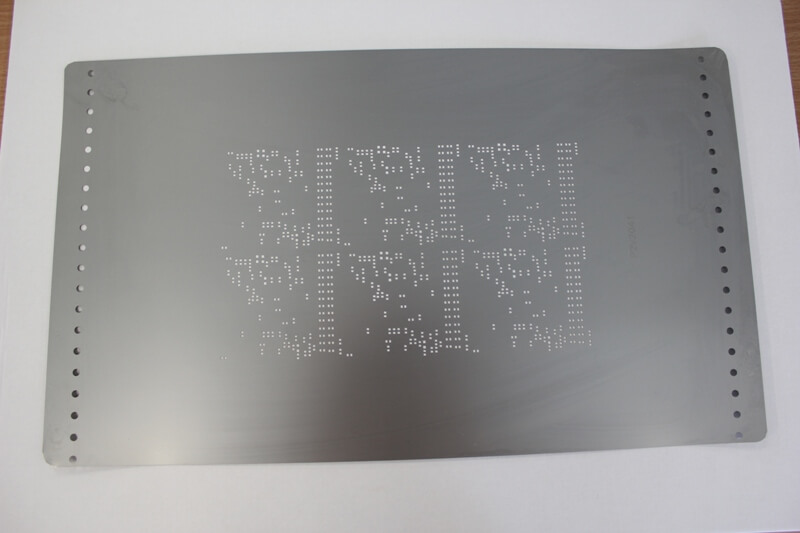
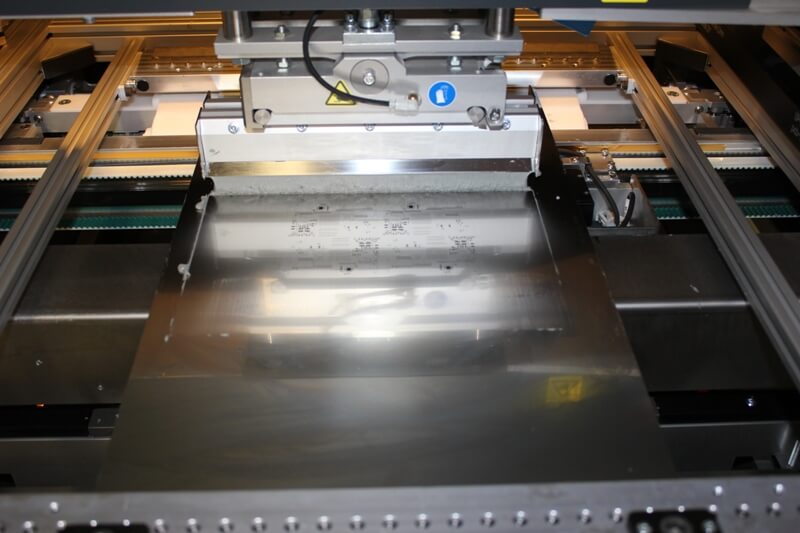
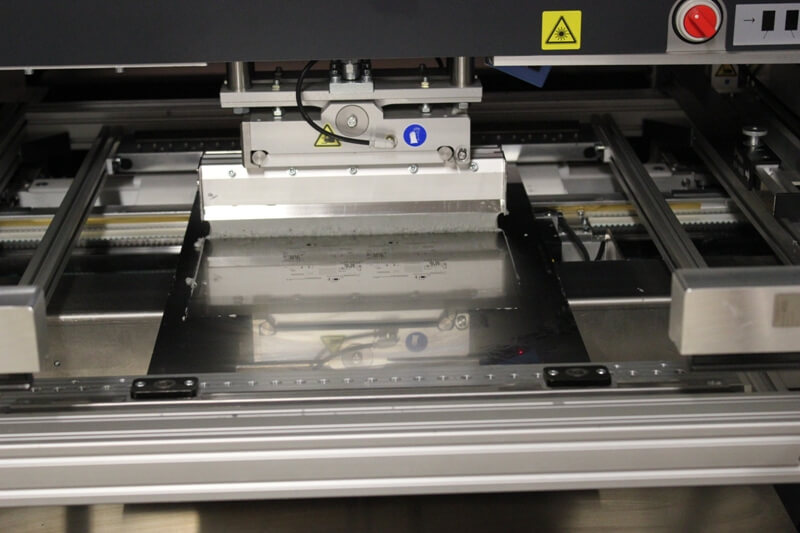
Auftragen der Lötpaste
- realisieren wir durch Metallschablonen an der automatischen Siebdruckvorrichtung VERSAPRINT oder an der manuellen Vorrichtung UNIPRINT
- maximale Abmessung des Druckmotives ist 610×510 mm
- wir benutzen die Lötpaste von Firma Kester, auf Anfrage auch eine andere


Bestückung von gedruckten Leiterplatten
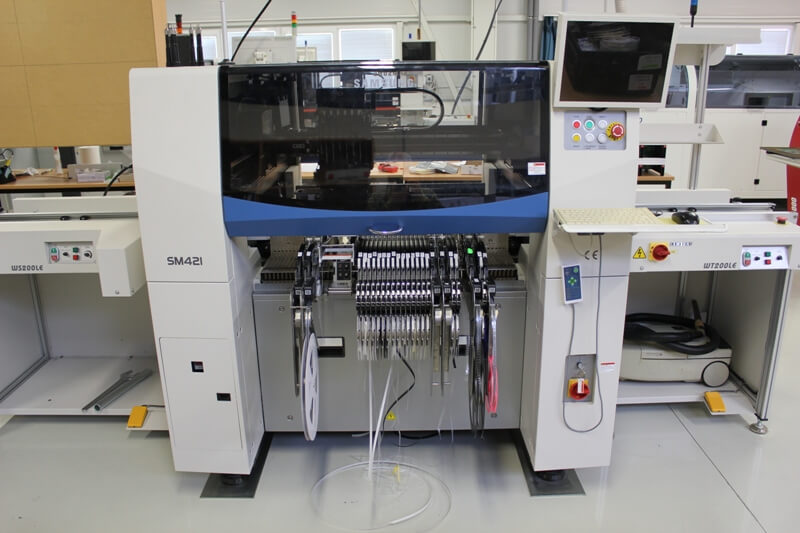
Bestückung von SMD wird auf Automaten SAMSUNG SM-421 oder SAMSUNG DECAN F2 durchgeführt. Die Bestückungskapazität ist 75 000 Komponenten pro Stunde nach IPC. Unsere technologischen Anlagen ermöglichen uns die SMD Komponenten in ganzem Größenbereich zu bestücken:
0201, 0402, 0603, 0805, 1206 …, SOT23, SOT89, SOT122, SO8, SO16, PLCC4-84, QFP 0,5mm, BGA …

Die für die Bestückung von gedruckten Leiterplatten mit der SMT Technologie notwendigen Unterlagen:
- Liste der Komponenten (am besten Excel)
- Bestückungsplan (am besten PDF)
- Vorgangsspezifikation (wenn notwendig)
- Koordinaten der Komponentenmitten (am besten Excel)
- Dateien für die Herstellung der Schablone für die Paste (Gerber)

Verschmelzung der Lötpaste
Die Verschmelzung wird unter inerter Atmosphäre durchgeführt. Für diese Operation benutzen wir die Technologie des Lötens in Dämpfen. Damit wird es sichergestellt, dass es während des Lötens keine Oxydation des Lotes entsteht und die Komponenten in sehr hoher Qualität eingelötet werden. In diesem Bereich benutzen wir die Vorrichtungen der Firmen IBL und ASSCON.




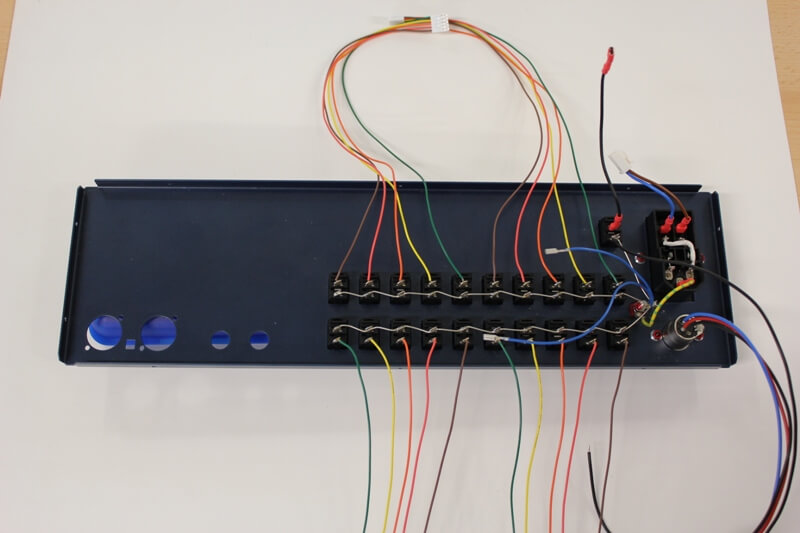
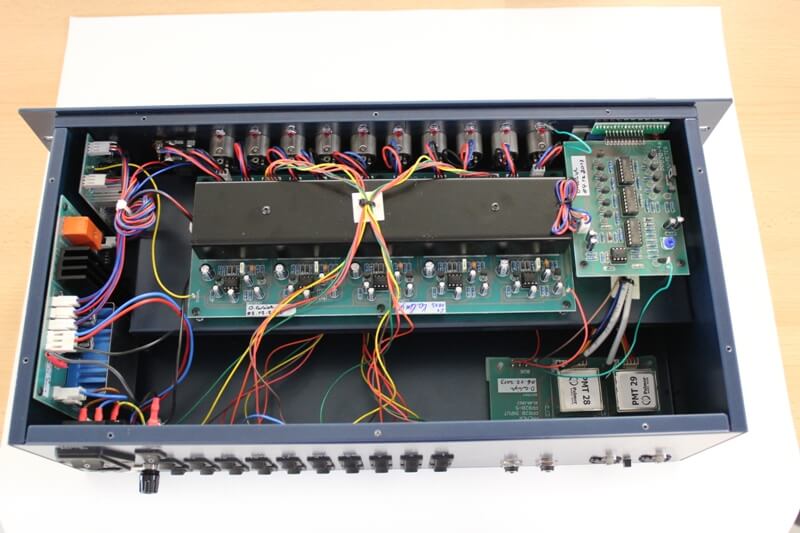
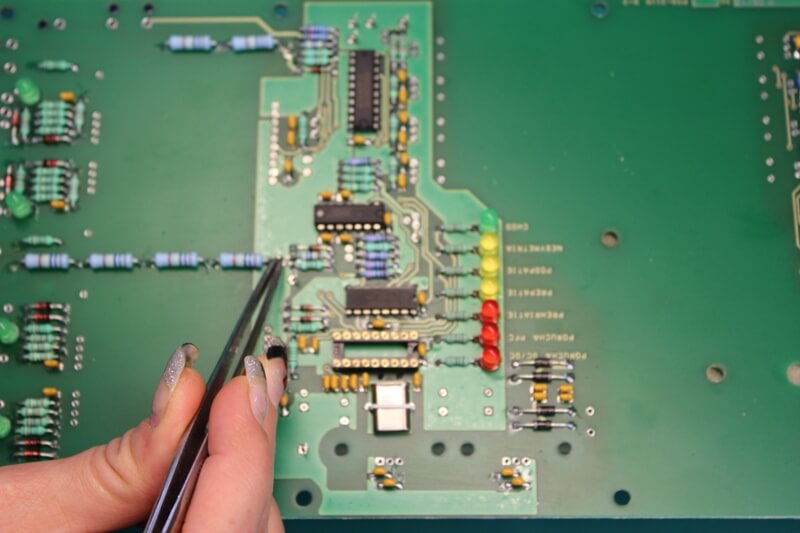
Bestückung von gedruckten Leiterplatten mit der klassischen THT Technologie
Bestückung von gedruckten Leiterplatten
Formung, Bestückung und Schneiden von Komponenten wird manuell in separaten Vorrichtungen durchgeführt. Für die Beschleunigung dieser Operationen ist es sinnvoll, wenn die Komponenten nicht angeschüttet aber in der Ausführung tape/reel oder taped/ammopack sind. Das ist aber keine Bedingung.




Die für die Bestückung von gedruckten Leiterplatten mit der THT Technologie notwendigen Unterlagen:
- Liste der Komponenten (Excel)
- Bestückungsplan (PDF)
- Vorgangsspezifikation (wenn notwendig)
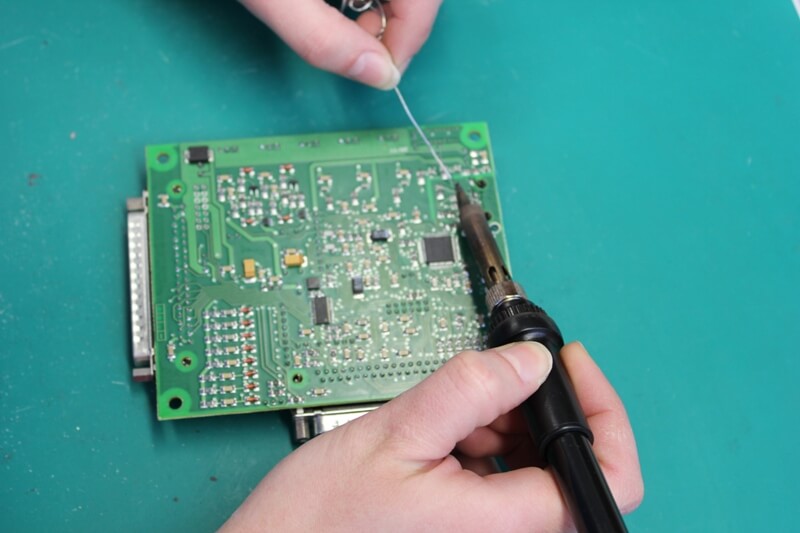
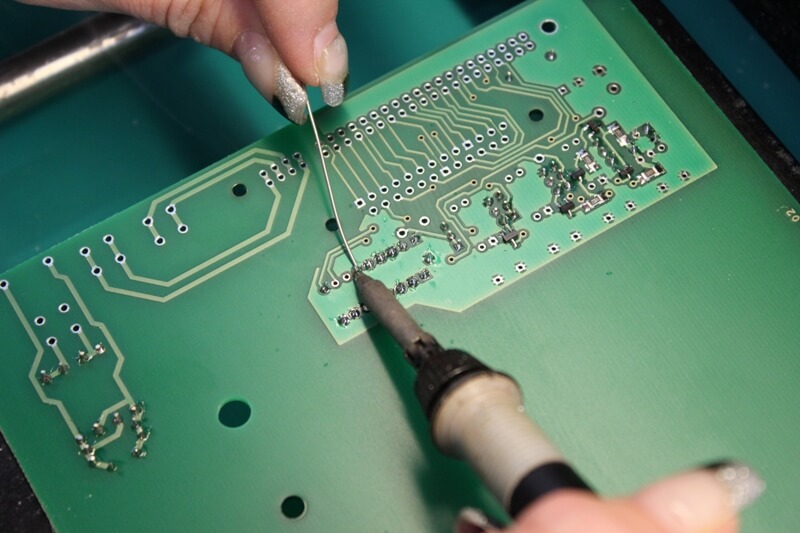
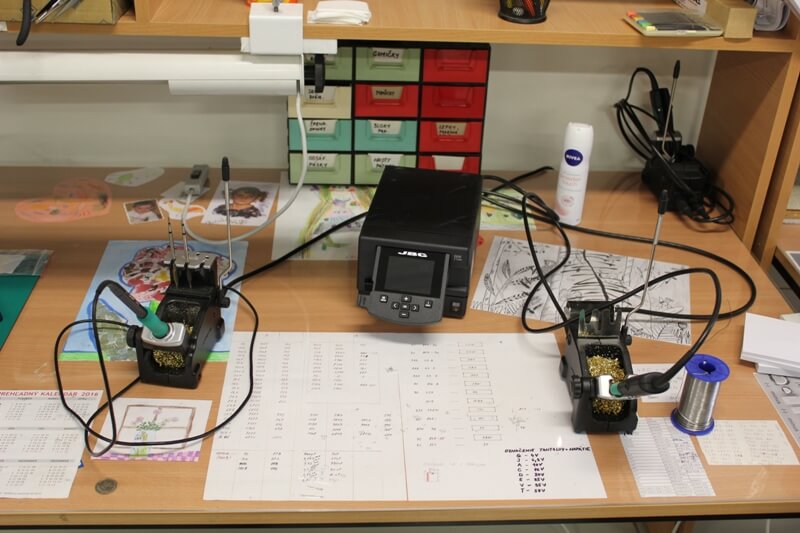
Löten von gedruckten Leiterplatten
Das Löten führen wir an den Vorrichtungen für selektives Löten VERSAFLOW 345 von der Firma ERSA durch. Dieser Prozess wird unter Stichstoffatmosphäre durchgeführt. Damit ist es sichergestellt, dass es während des Lötens keine Oxydation des Lotes entsteht. In Fällen, wenn ist es nicht möglich, diese Vorrichtungen anzuwenden, löten wir manuell. Wir benutzen die Lötungsstationen von JBC, wo kann man die Lötungstemperatur einstellen, und die Bedienung hat keine Möglichkeit, diese Temperatur zu ändern. In beiden Fällen (Maschinen- und Handlöten) benutzen wir bleifreies oder bleihaltiges Lot, nach der Kundenanforderung und künftiger Anwendung der Platte.


Optische Prüfungen und interoperable Prozesse in der Fertigung
Durch das abwaschen werden von der Platine die unerwünschten Flußmittelrückstände vom Löten entfernt, die möglicherweise durch ihre Wirkung auf das Lötmittel dessen Lebensdauer verkürzen könnten. Falls das Board lackiert werden soll, ist der Abwasch unbedingt notwendig.



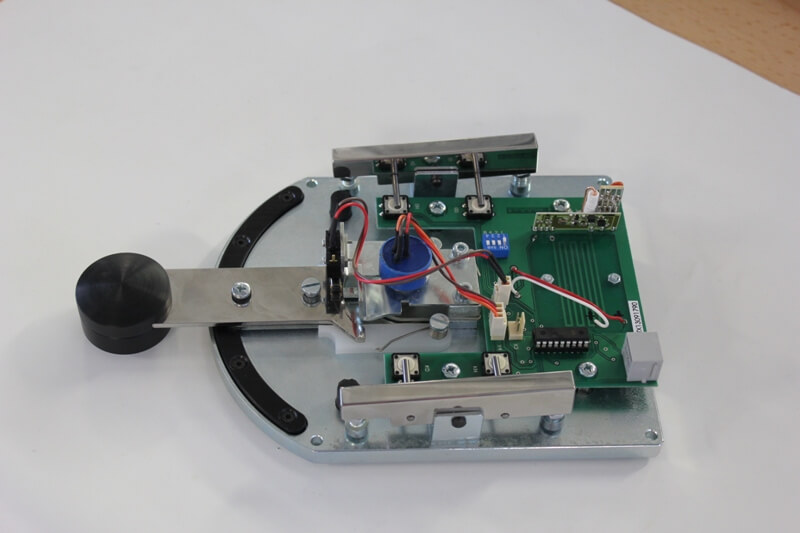
Aktivierung und Einstellung von Leiterplatten
Die Aktivierung und Einstellung der Platten werden dem Kundenwunsch entsprechend durchgefürt. Meistens werden dafür spezielle, nur für diese Zwecke bestimmten Testgeräte verwendet. Für diese Tätigkeit ist es notwendig, das uns die Testdokumentation und ein Schaltungsplan für die Testanlage geliefert wird.